Recycling refinery final molasses with ionic membranes
Refinery final molasses is one of the key products in the industrial production of sugar from sugarcane, and its global annual output reaches 55 million tonnes. Although molasses is rich in nutrition, it contains colloids, pigments, and toxic substances, and only a small fraction of it is traded internationally. Using a new technology involving purification with ionic membranes and fermentation, Dr Wu Qing-Feng, Zhou Xiang PhD, and Dr Xin Zhi-Jun at the Institute of Modern Physics of the Chinese Academy of Sciences show that refinery final molasses can be sustainably converted into butyric acid, an important feedstock for the chemical industry.
Sugarcane is an important crop – it is used worldwide to produce raw sugar. It also contributes to a substantial fraction of the global ethanol yield. Sugarcane is a perennial grass that grows in more than 100 countries, and the large-scale production of sugar from it is largely concentrated in Asia, Central, and South America. About 180 million tonnes of sugar are produced each year globally.
The production of sugarcane has been increasing over the years, leading to a net oversupply of sugar. The industrial production of sugar also generates several by-products, which are accumulating at an alarming level and are causing serious environmental concerns. Finding economically and environmentally sustainable methods to convert these waste products into useful chemicals is an ambitious and far-reaching goal. In addition to addressing some of the most pressing pollution concerns, targeted exploitation of sugarcane processing waste can also provide a way forward to resolve some of the problems that the multibillion dollar sugar industry is currently facing.
In a recent work carried out at the Institute of Modern Physics of the Chinese Academy of Sciences, Dr Wu Qing-Feng, Zhou Xiang, PhD, and Dr Xin Zhi-Jun have shown that this goal is well within our reach and that some of the by-products of sugar production – so far considered of very little use or even wasteful – can in fact prove to be a real treasure trove for the wider chemical industry.
Refinery final molasses
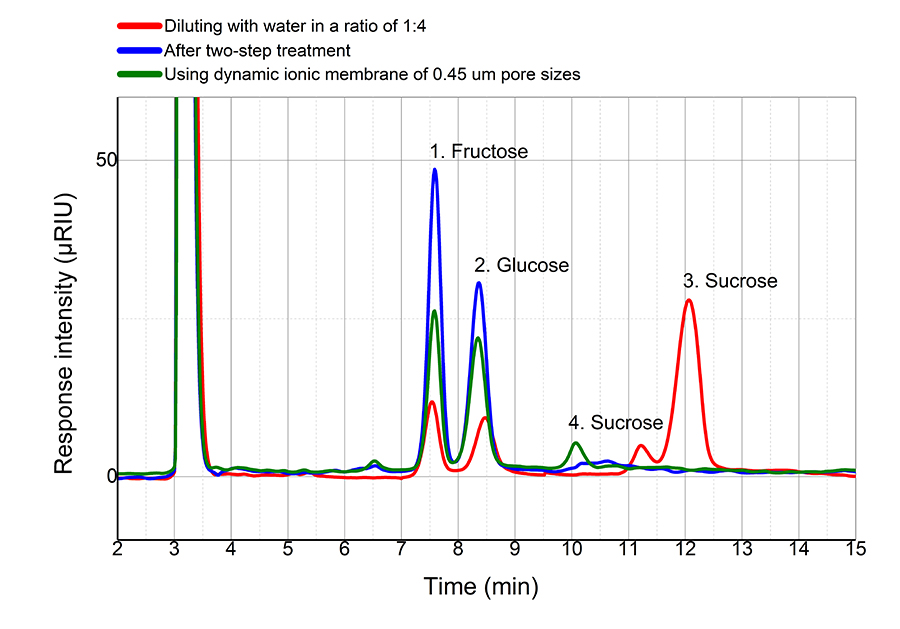
From 100 tonnes of sugarcane, typical industrial processes can produce 10–12 tonnes of white sugar, 30–40 tonnes of sugarcane pulp, 3–5 tonnes of filter mud, and up to 4.5 tonnes of refinery final molasses. Molasses has a complex composition. Sugars, largely sucrose, glucose, and fructose, constitute about 50% of it. Other components include proteins (about 4%), trace elements like Ca, Mg, K, and Fe, and vitamin H or B7.
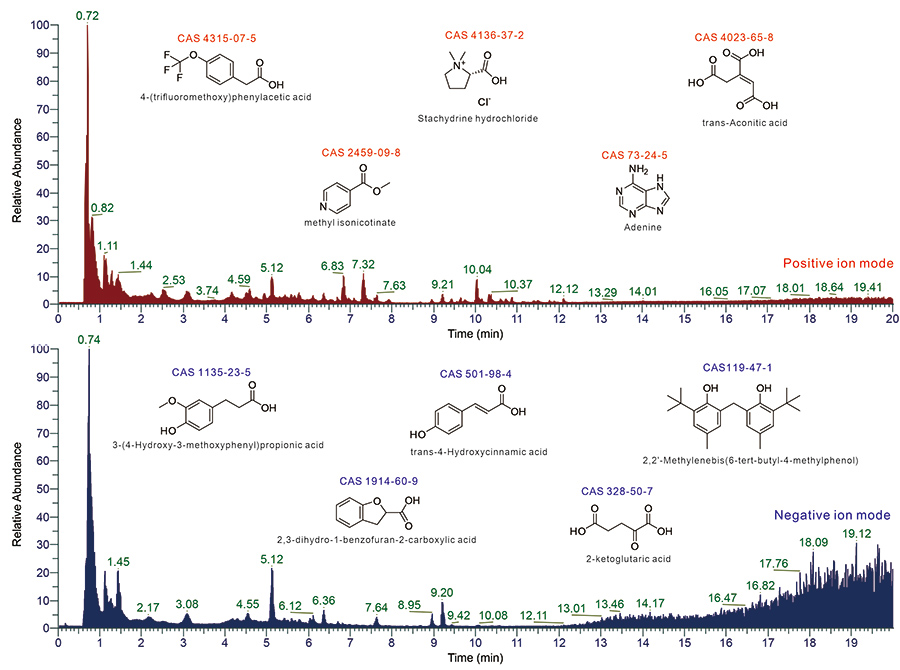
Some of the by-products of sugar production – so far considered of very little use or even wasteful – can in fact prove to be a real treasure trove for the wider chemical industry.This is a very rich and nutritious mix, but, unfortunately, colloids, pigments, and trace toxic substances also contribute to the list of molasses components, which poses severe limitations on its use in the food industry. In practice, refinery final molasses is only used as an additive for animal dry feed, and its use must be carefully regulated to avoid causing toxic harm to animals. Only about 15% of the global production of refinery final molasses is therefore traded globally. Up until now, no viable industrial scale approach for the recovery of refinery final molasses has been available.
Fermentation
Owing to its chemical composition, refinery final molasses can be an ideal substrate for microbial fermentation. Chemically, fermentation is the conversion of organic materials into other chemicals mediated by enzymes naturally produced by microorganisms. A well-known example is ethanol fermentation, which transforms a molecule of glucose into two molecules of ethanol and two molecules of carbon dioxide. This process is anaerobic; that is, it occurs only in the absence of oxygen, and it is catalysed by enzymes produced by yeast.
According to the results of the study conducted by Qing-Feng, Xiang, and Zhi-Jun, fermentation can also be used, under specific conditions, to efficiently and economically obtain valuable chemicals from refinery final molasses.
Molasses-eating bacteria
Their work has demonstrated that refinery final molasses can be an ideal growing environment for Clostridium tyrobutyricum, a rod-shaped bacterium that grows in anaerobic conditions. This microorganism promotes the fermentation of two carbohydrates, glucose and xylose, to yield valuable chemicals such as butyric acid and acetic acid, along with hydrogen gas. However, the presence of colloids and pigments in refinery final molasses reduces the ability of Clostridium tyrobutyricum to carry out its physiological processes, resulting in a sub-optimal yield of product chemicals.
Qing-Feng, Xiang, and Zhi-Jun have developed an ingenious, clean, and economically viable approach to reducing the concentration of colloids and pigments in refinery final molasses. Their approach promotes the growth of Clostridium tyrobutyricum cultures and increases their performance in carrying out the fermentation process. They have directed their efforts to optimising the conditions that enhance the ability of Clostridium tyrobutyricum to produce butyric acid from refinery final molasses. Butyric acid is an important feedstock in the chemical industry and in fine chemistry. It is widely used in several fields, including the food industry, synthetic chemistry, and medicine. In industry, butyric acid is mainly obtained by chemical synthesis from propene and a mixture of hydrogen and carbon monoxide known as syngas. Its production exceeds 80,000 tonnes per year.
Hydrolysis and fermentation
The ability of Clostridium tyrobutyricum to generate butyric acid by fermentation has been widely investigated. Starch, cheese whey, biomass from wood and algae, and molasses treated with sulphuric acid have all been shown to be good substrates for producing butyric acid. However, prior to the work of Qing-Feng, Xiang, and Zhi-Jun, the use of refinery final molasses in fermentation had never been considered.
One key advantage of refinery final molasses for fermentation over conventional biomass is the absence of cellulose, one of the most important components of green plants and algae. Cellulose has a polymeric structure and needs to be decomposed, or hydrolysed into smaller molecules before fermentation. This is an expensive process, which is carried out in the presence of specific enzymes. In contrast, refinery final molasses requires no preliminary hydrolysis, and consequently its processing costs are substantially lower.
However, for Clostridium tyrobutyricum to initiate and sustain fermentation, colloids and pigments must be removed from the refinery final molasses. Only in a colloid-free and pigment-free environment can this microorganism thrive and produce butyric acid with high yields.
Ionic membranes offer a powerful novel approach to producing high-value chemical feedstock from refinery final molasses.Purification of refinery final molasses
The removal of colloids and pigments from refinery final molasses can be accomplished using chemical oxidation, adsorption with activated carbon or microporous resins, and biodegradation through enzymatic hydrolysis. However, these traditional approaches involve high costs, low efficiency, and high environmental impact, and they can result in the appearance of new impurities. For these reasons, they are not typically used in the treatment of molasses.
Qing-Feng, Xiang, and Zhi-Jun are pioneering the application of ionic membrane technologies to purify refinery final molasses, and thus remove colloids and pigments. Previously, the use of ionic membranes as precision filter materials had been proposed as an operationally and economically convenient method to remove colloids and pollutants from natural water. The research team have shown that similar principles also apply to the purification of refinery final molasses.
Ionic membrane technology
In their work, they created ion membranes by irradiating a polymer thin film with a heavy ion beam using cyclotron technology. This membrane was then combined with a conventional filtering machine and used to process refinery final molasses.
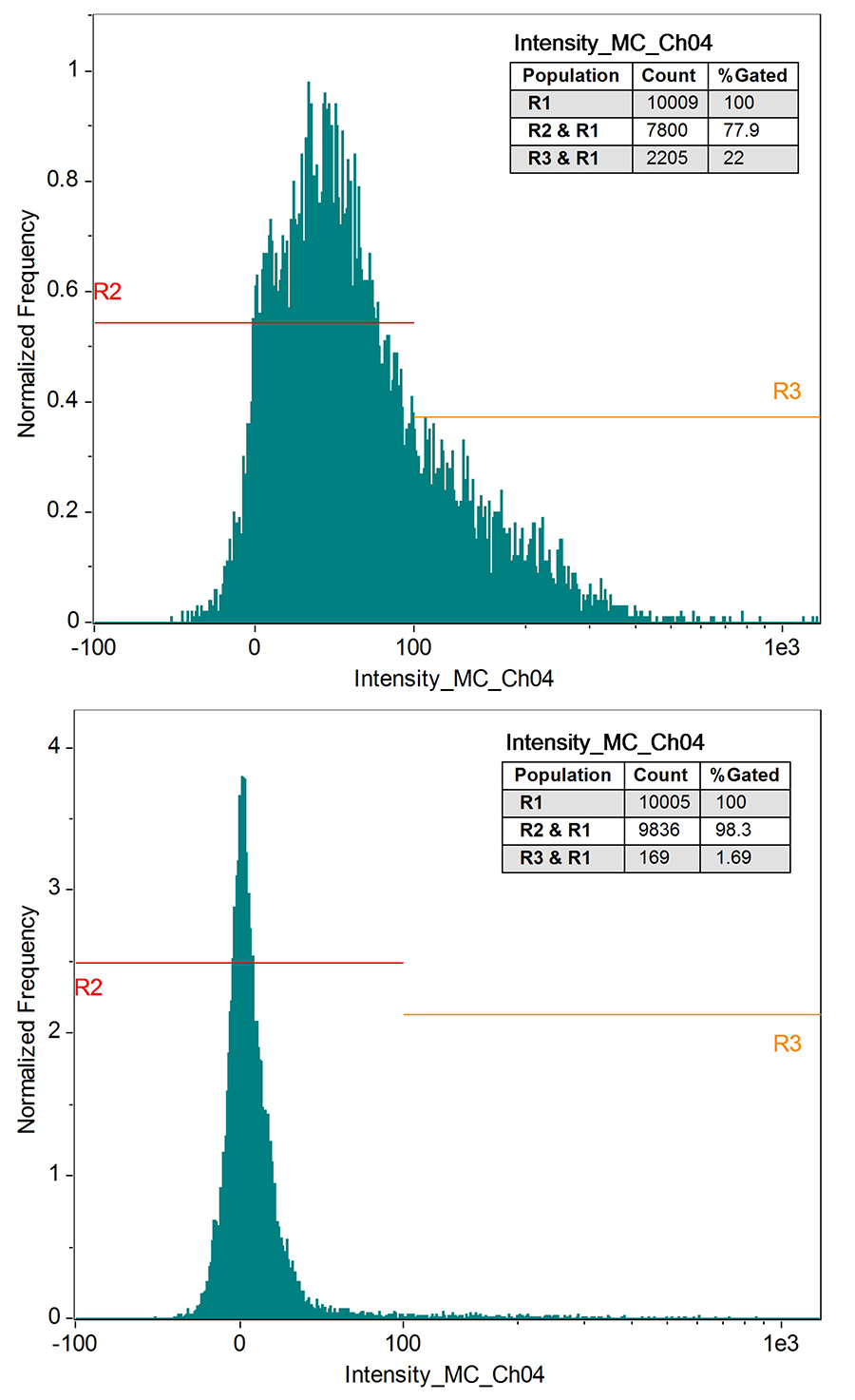
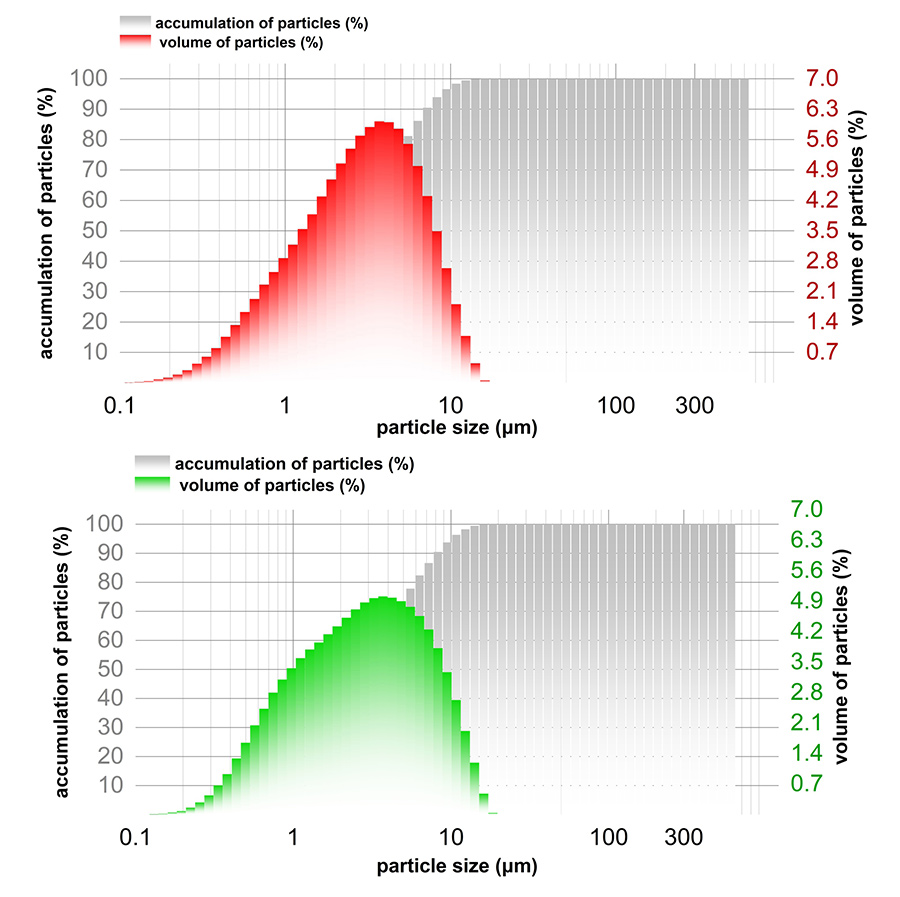
The principle upon which ion membranes work is very simple. Under the effect of a pressure gradient, a multicomponent fluid, such as molasses is forced to traverse the membrane. Depending on the size of the membrane pores, however, only some of the component particles can travel from one side of the membrane to the other. Particles that are too large are trapped in the membrane.
Efficiency and selectivity
Using scanning electron microscopy and positron electron tomography, Qing-Feng, Xiang, and Zhi-Jun have provided a detailed characterisation of the size and shape of the pores within the ionic membrane they engineered. The surface of the membrane material was found to exhibit a highly homogeneous distribution of cylindrical micropores of 0.15 μm. These pores give access to highly aligned nanochannels through which only particles of appropriate sizes can diffuse. The uniform pore size explains the excellent selectivity of the ion membrane and its ability to block particles within the refinery final molasses which act unfavourably on microbial growth.
Refinery final molasses purified with ionic membranes provide an ideal growing environment for Clostridium tyrobutyricum, with excellent butyric acid yields. Thanks to their operational simplicity, low cost, and negligible environmental impact, ionic membranes offer a powerful novel approach to producing high-value chemical feedstock from refinery final molasses by fermentation. Potentially, these results will also pave the way for the use of ion membranes with other forms of cheap biomass in the production of highly value-added products.

Personal Response
What are the advantages of ionic membranes for the purification of sugar-processing waste products compared to traditional methods?Heavy ion microporous membrane is a high-quality microporous membrane prepared by chemical etching of polymer membrane after irradiation of accelerator heavy ion beam. Its main advantage is that the size and density of the micropores can be strictly controlled according to requirements. In terms of purification of sugar processing waste, it can improve the quality of waste and recover valuable suspended solids, particle size distribution, composition, catalyst, etc, in solvent.